
电话:131-6606-3777
传真:021-60547266
邮箱:446527233@qq.com
网址:www.021factory.com
公司地址:上海市沈砖公路5666号临港科技城B-6F
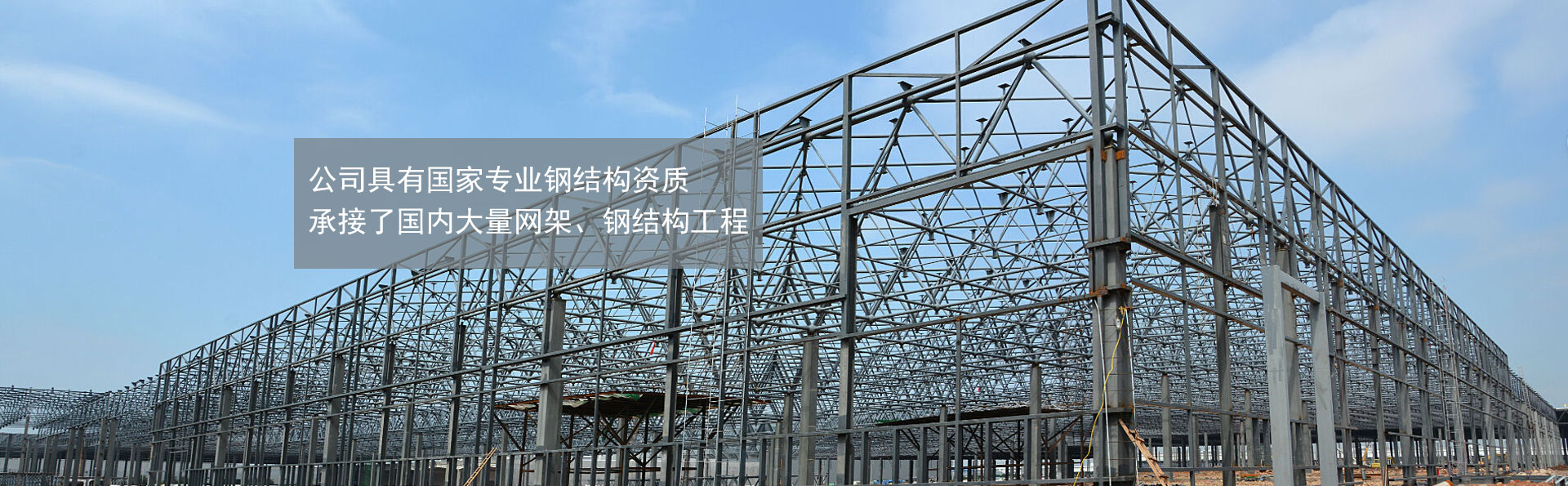
钢结构厂房在搭建焊接的过程中,并没有我们想象的那么简单,这其中也是有许多我们需要去避免的缺陷,比如焊接过程比较容易出现的热裂纹、冷裂纹、层状撕裂、未熔合及未焊透、气孔、夹渣等等,这都需要我们在实际施工时需要注意的地方。下面就来给大家详细地介绍一下。

1、热裂纹
其基本特征是在焊缝的冷却过程中产生。其产生的主要原因是钢材或焊材中的硫、磷杂质与钢形成多种脆、硬的低熔点共晶物,在焊缝的冷却过程中,后凝固的低熔点共晶物处于受拉状态,极易开裂。
2、冷裂纹
由焊接而产生的冷裂纹又称延迟裂纹,其所具有的主要特征为通常在200℃至室温范围内产生,有延迟特征,焊后几分钟至几天出现。其产生的主要原因与钢材的选择、结构的设计、焊接材料的储存与应用及焊接工艺有密切的关系。
3、层状撕裂
其主要特征表现为当焊接温度冷却到400℃以下时,在一些板材厚度比较大,杂质含量较高,特别是硫含量较高,且具有较强沿板材轧制平行方向偏析的低合金高强钢,当其在焊接过程中受到垂直于厚度方向的作用力时,会产生沿轧制方向呈阶梯状的裂纹。
4、未熔合及未焊透
两者产生原因基本相同,主要是工艺参数、措施及坡口尺寸不当,坡口及焊道表面不够清洁或有氧化皮及焊渣等杂物,焊工技术较差等。
5、气孔
(1)析出型气孔主要为氢气孔和氮气孔,反应型气孔在钢材即非有色金属的焊接中则以CO气孔为主。
(2)析出型气孔的主要特征是多为表面气孔,而氢气孔与氮气孔的主要区别在于氢气孔以单一气孔为主,而氮气孔则多为密集型气孔。
(3)焊缝中气孔产生的主要原因与焊材的选择,保存与使用,焊接工艺参数的选择,坡口母材的清洁程度及熔池的保护程度等有关系。
6、夹渣
非金属夹杂物的种类、形态和分布主要与焊接方法、焊条和焊剂及焊缝金属的化学成分有关。

1、雨天作业时,采取可靠的防滑措施(如:穿防滑鞋、戴防滑手套等),在雷雨季节时还要注意防雷。
2、现场配备足够的消防器材和灭火设施。
3、高空作业人员使用的工具、零配件要放入随身的工具袋内,不可随便上下扔丢。
4、高空作业人员佩戴好安全帽、安全带和工具袋。
5、对用电设备采取漏电保护措施,以防触电。
6、使用移动式作业平台要安装牢固,设置止滑卡。
以上就是关于“钢结构厂房在搭建焊接时的注意事项”的介绍, 希望可以帮助到您。
价格保证
清单式报价,价格透明
量身定制
一对一量身定制
环保承诺
所有材料均保证为环保材料
7*24小时维保服务
快速响应,全年无休